Проанализируйте, на какие проблемы необходимо обратить внимание при обработке литья под давлением из алюминиевых сплавов?
2025-10-15
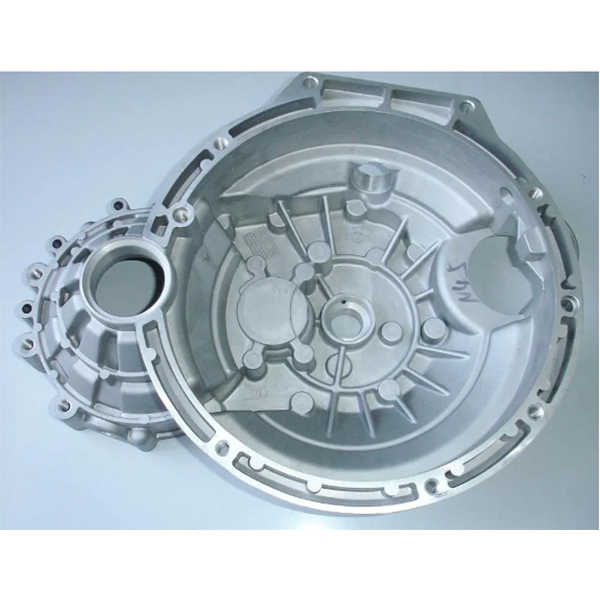
В процессе литья под давлением из алюминиевых сплавов особое внимание необходимо уделять таким ключевым звеньям, как проектирование пресс-формы, контроль технологических параметров, обработка материалов, качество поверхности и предотвращение внутренних дефектов. Эти факторы напрямую влияют на качество продукции и эффективность производства.Ниже приведены конкретные проблемы и пути их решения, на которые необходимо обратить внимание:

1. Вопросы проектирования и структуры пресс-форм
1.Рациональность конструкции пресс-формы
Установка наклона вытяжки: Внешний наклон вытяжки должен составлять 1 градус, а внутренний - 2-3 градуса, чтобы обеспечить плавное высвобождение отливок.Недостаточный наклон волочения приведет к прилипанию и появлению царапин, что скажется на качестве поверхности отливки.
Равномерность толщины стенок: Разница в толщине стенок отливок под давлением из алюминиевых сплавов не должна быть слишком большой, иначе это повлияет на эффект заполнения и прочность отливок.Изменения толщины стенок должны происходить плавно, чтобы избежать тепловых перепадов.
Расположение разделительной поверхности: Ее следует выбирать в местах, где требования к качеству поверхности изделия невысоки или точность размеров невысока, чтобы избежать ухудшения внешнего вида и функциональности изделия.
2. Заливочная и вытяжная система
Конструкция положения затвора: Следует выбрать положение, способствующее удалению газа из полости, чтобы жидкий металл сначала не перекрыл дренажную систему на поверхности разъема.Площадь поперечного сечения сопла направляющей должна быть больше площади поперечного сечения внутреннего затвора.
Конструкция выхлопной системы: Пресс-форма должна быть оснащена переливным баком достаточной емкости и выпускным каналом для обеспечения плавного выпуска газа.Избегайте преждевременного закрытия переливного бачка жидким металлом, что может привести к выходу выхлопных газов из строя.
Конструкция переливного бачка: Переливной бак должен легко извлекаться из отливки, не повреждая корпус отливки.Не открывайте несколько переливных отверстий в одном и том же переливном баке, чтобы предотвратить попадание холодной жидкости, шлака и газа в полость из переливного бака.
3. Сложность конструкции пресс-формы
Избегайте сложных конструкций: Старайтесь избегать конструкций, которые создают сложные конструкции пресс-формы, таких как многократное вытягивание сердцевины или спиральное вытягивание сердцевины.Положение подачи стержня должно быть по возможности расположено с обеих сторон, чтобы избежать установки в нижнее положение и не повлиять на срок службы формы.
Выбор материала пресс-формы: Материал пресс-формы должен обладать хорошей износостойкостью и термостойкостью, чтобы адаптироваться к рабочей среде с высокой температурой и высоким давлением.Твердость формы должна быть соответствующей, а твердость формы из алюминиевого сплава обычно составляет около HRC46°.
Во-вторых, основные моменты контроля технологических параметров
1.Контроль температуры
Температура формы: Температуру формы для литья под давлением из алюминиевого сплава следует регулировать в диапазоне 200-280℃.Если температура формы слишком низкая, внутренняя структура отливки будет рыхлой и выпуск будет затруднен; если она слишком высокая, это легко приведет к прилипанию формы и отклонению размера отливки. Температура расплава: Температуру расплава алюминиевого сплава следует регулировать в пределах 650-720 ℃.Слишком высокая температура увеличивает риск образования пор и усадки, в то время как слишком низкая влияет на текучесть, что приводит к недостаточной изоляции от холода и недостаточному наполнению.
Принцип контроля температуры: Температура пресс-формы должна быть выбрана в пределах соответствующего диапазона. Как правило, после проведения соответствующего теста лучше поддерживать постоянную температуру.
2.Настройка параметров впрыска
Скорость впрыска: Скорость заполнения при литье под давлением из алюминиевого сплава обычно составляет 25-60 м/с.Слишком высокая скорость заполнения приведет к образованию пор и выступающих краев, а слишком низкая - к изоляции от холода и появлению следов текучести.
Регулирование удельного давления: При толщине стенки отливок из алюминиевого сплава менее 3 мм удельное давление составляет 25-45 МПа; при толщине стенки 3-6 мм удельное давление составляет 45-70 МПа.Соответствующее увеличение удельного давления может уменьшить поры и усадку.
Время заполнения: Время заполнения отливок под давлением из алюминиевого сплава должно составлять 0,01-0,1 секунды.Слишком длительное время заполнения приведет к преждевременному охлаждению жидкого металла, что приведет к холодной изоляции; если оно будет слишком коротким, газ не будет выпущен слишком поздно.
3.Регулирование давления удержания и охлаждения
Время выдержки: При толщине стенки отливки менее 2,5 мм время выдержки составляет 1-2 секунды; толщина стенки составляет 2,5-6 м