Проанализируйте, каковы распространенные дефекты и способы их устранения при литье под давлением из цинковых сплавов?
2025-10-15
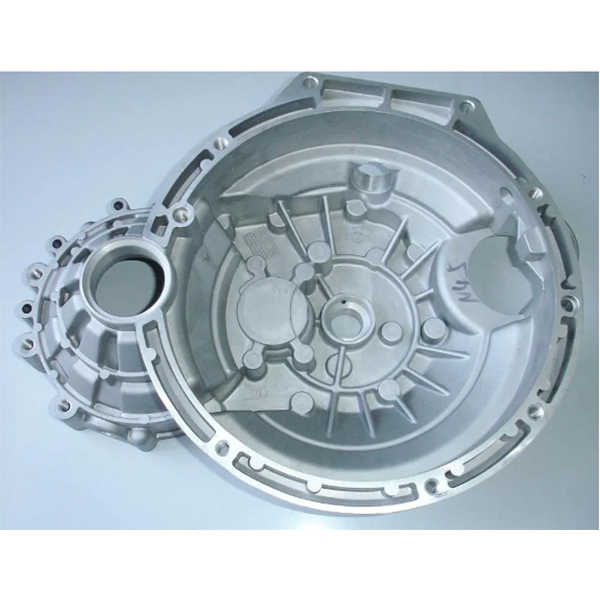
К распространенным дефектам в процессе литья под давлением из цинковых сплавов в основном относятся поры, усадка, изоляция в холодном состоянии, следы текучести, липкая форма, выступающие края, вспенивание, трещины и другие категории. Эти дефекты напрямую влияют на качество продукции и эффективность производства.Анализируя причины и принимая целенаправленные меры, можно эффективно контролировать и решать эти проблемы.
1. Поверхностные дефекты
1. Эксплуатационные характеристики пор: На поверхности или внутри отливки образуются небольшие круглые или овальные отверстия, обычно размером менее 2 мм, которые могут быть обнаружены сразу после литья под давлением или после последующей обработки и нанесения гальванических покрытий.
Причина: Недостаточная вытяжка из пресс-формы, и газ не может быть своевременно удален. Слишком высокое содержание газа в жидкости для цинкового сплава. Например, во время плавки он попадает в воздух, а вода испаряется с образованием водяного пара. Слишком высокая скорость впрыска приводит к выделению газа. газ, образующийся при испарении покрытия, проникает внутрь.
решение:
Оптимизируйте конструкцию пресс-формы, увеличьте количество и размер выпускных емкостей, обеспечьте плавный выпуск, строго контролируйте качество плавления жидкого сплава, избегайте попадания слишком большого количества газа и проводите дегазационную обработку, чтобы соответствующим образом снизить скорость впрыска, чтобы у газа было достаточно времени для выпуска. нанесите покрытие с небольшим содержанием газа и распылите его тонким и равномерным слоем.
2.пузыриться:
Эксплуатационные характеристики: На поверхности отливок под давлением имеются выступающие пузырьки, которые обычно обнажаются после полировки, обработки или гальванопокрытия.
Причина: Наличие пор и усадочных отверстий приводит к попаданию в них воды. Когда газ нагревается и расширяется во время выпечки после нанесения гальванического покрытия, межкристаллитная коррозия приводит к разрушению металлической матрицы. Нанесение гальванического покрытия ускоряет коррозию. Расширение корродированной детали приводит к отрыву покрытия. Средство для удаления плесени или масло для формования и воды слишком много, выпускное отверстие пресс-формы слишком маленькое, и газ не может быть удален при впрыске высокотемпературного расплава цинкового сплава.
Решение: Уменьшите количество газа, подмешиваемого в отливку, обеспечьте плавный и быстрый подачу металла в полость из сопла через шунтирующий конус и желоб, а также примените коническую конструкцию желоба, чтобы поток заливки из сопла во внутренний затвор постепенно уменьшался. Строго контролируйте подачу металла в полость. количество разделителя для пресс-форм должно обеспечивать разумную конструкцию системы выпуска отработавших газов из пресс-формы.
3.Следы текучести/узоры
Эксплуатационные характеристики: Поверхность отливки имеет гладкую текстуру, соответствующую направлению потока жидкого металла, и частично вдавлена, что может быть устранено полировкой.
Причина: Два потока металла синхронно заполняют полость, оставляя следы. Температура формы низкая (температура формы из цинкового сплава ниже 150 ℃), скорость заполнения слишком высокая, а количество краски слишком велико.
Решение: Отрегулируйте площадь поперечного сечения или положение внутреннего затвора, отрегулируйте температуру формы, увеличьте объем переливного бачка, соответствующим образом отрегулируйте скорость заполнения, измените режим подачи жидкого металла в заполняющую полость и нанесите тонкое и однородное покрытие.
2. Внутренние дефекты качества
1.Усадка/усушка
Эксплуатационные характеристики: Внутри отливок образуются отверстия неправильной формы, и поверхность может быть вдавлена.
Причина: Конструкция отливок для усадки нецелесообразна, а время выдержки недостаточно для дополнения процесса затвердевания. Это не может эффективно предотвратить затвердевание и усадку отливок. Степень усадки цинкового сплава велика, конструкция и управление процессом неправильные, толщина стенок неравномерная, а толщина стенок толстая. -детали со стенками медленно остывают и, наконец, затвердевают.
Решение: Оптимизируйте конструкцию для усадки отливок, увеличьте усадочные конструкции, такие как затворы и выступы, чтобы увеличить время выдержки, и обеспечьте достаточное давление для увеличения усадки во время затвердевания и усадки отливок.