Расскажите о преимуществах использования литых под давлением алюминиевых деталей.
2025-09-01
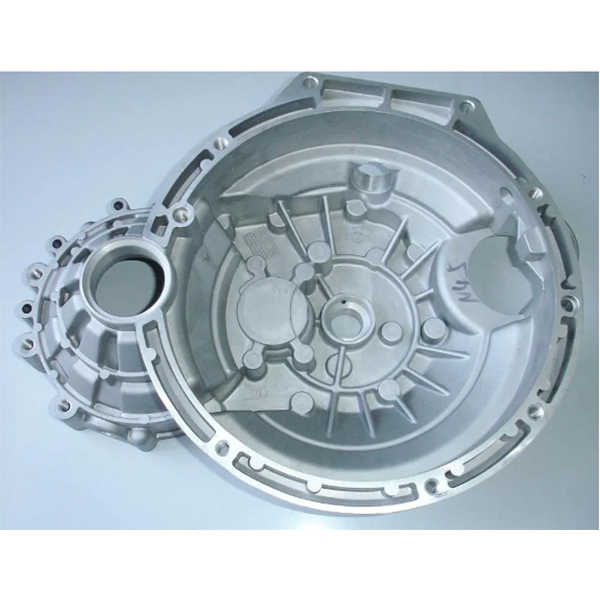
При производстве литых под давлением алюминиевых деталей литейные формы создают чрезвычайно жесткие условия формования, подвергая их многократному механическому истиранию, химической коррозии и термической усталости.
1. Жидкий металл поступает в полость формы под высоким давлением и скоростью, создавая интенсивное трение и удар по поверхности формы, вызывая эрозию и износ.
2. В процессе заливки неизбежно попадание расплавленного шлака. Этот шлак вступает в сложную реакцию с поверхностью отлитой детали. Соединения алюминия и железа, подобно клиньям, ускоряют образование и развитие трещин в литейной форме.
3. Термические напряжения являются основной причиной образования поверхностных трещин в отлитых деталях. В процессе литья под давлением поверхность отлитой детали не только подвергается воздействию расплавленного металла с высокой скоростью и давлением, но и поглощает тепло, выделяющееся при затвердевании, что приводит к теплообмену. Кроме того, из-за теплопроводности материала формы температура поверхности отливаемой детали резко повышается, создавая значительную разницу температур с внутренней частью, что приводит к возникновению внутренних напряжений. Когда расплавленный металл заполняет полость формы, поверхность достигает высокой температуры и расширяется первой, в то время как внутренний слой формы, имеющий более низкую температуру, расширяется относительно мало, создавая сжимающие напряжения на поверхности. После открытия формы поверхность полости контактирует с воздухом, где охлаждается сжатым воздухом и покрытием, создавая растягивающие напряжения. Эти знакопеременные напряжения увеличиваются по мере продолжения производства. Превышение предела усталости материала формы приводит к пластической деформации и образованию трещин на поверхности формы.
Принципы выбора температуры литья под давлением:
1) Чем ниже температура заливаемого металла, тем дольше срок службы литейной формы;
2) Низкотемпературное литье под давлением минимизирует увеличение глубины вентиляционной канавки, снижая риск разбрызгивания расплавленного металла;
3) Низкотемпературное литье под давлением снижает вероятность заклинивания камеры давления и толкателей;
4) Низкотемпературное литье под давлением уменьшает образование усадочных пор и трещин в отливке.
Подводя итог, если позволяют условия процесса, низкотемпературное литье под давлением является предпочтительным для литья сплавов под давлением.
Принципы выбора рабочей температуры литейной формы:
1. При слишком низкой температуре формы внутренняя структура отливки будет рыхлой, что затруднит удаление воздуха и формование.
2. При слишком высокой температуре формы внутренняя структура отливки будет плотной, но отливка будет легко «привариваться» к полости формы, вызывая прилипание.
3. Температуру формы следует выбирать в соответствующем диапазоне. Как правило, рекомендуется постоянный контроль температуры после испытаний для обеспечения соответствия.
5. Регулировка литейной формы
После изготовления литейной формы ее необходимо отрегулировать с помощью пробной формы. Правильный выбор условий литья под давлением и параметров процесса имеет решающее значение для достижения стабильного качества литья и получения отливок надлежащего качества.
Перед запуском опытных форм испытатель форм должен изучить исходные сплавы, используемые для литья под давлением, чтобы понять их характеристики и литейные свойства. Он также должен знать конструкцию формы, производительность литейной машины, условия литья под давлением, процессы литья под давлением и рабочие процедуры.
Правильный выбор условий формования при литье под давлением имеет решающее значение для настройки процесса. Распространенная проблема заключается в том, что даже если форма спроектирована и изготовлена правильно, неправильные условия литья под давлением могут привести к получению неудовлетворительных отливок. В некоторых случаях условия литья под давлением можно скорректировать, чтобы устранить недостатки формы и получить отливки надлежащего качества. Для этого испытатель форм должен быть знаком с функциями и взаимосвязью различных условий литья под давлением, а также с принципами работы формы, чтобы правильно их выбрать и настроить.
Корректировка условий литья под давлением включает в себя: температуру расплава материала, температуру формы во время впрыска и температуру расплава; определение давления впрыска, усилия смыкания и усилия раскрытия формы на литейной машине; а также корректировку соотношения впрыска и скорости впрыска в зависимости от конкретных требований к детали. Наконец, для получения идеального литого изделия необходимо провести его регулировку.