Методы полировки и пропитки алюминиевых отливок
2025-09-05
После полировки качество поверхности уже очень высокое, вплоть до «зеркального» блеска, и поверхность уже пассивирована. Дальнейшая обработка не требуется, если заказчик не запросил её отдельно.
Электрополировка может дополнительно улучшить качество поверхности. Оксидирование может повысить коррозионную стойкость, устраняя необходимость в полировке. Окрашивание может повысить коррозионную стойкость и достичь желаемого цвета, устраняя необходимость в полировке. Оксидирование алюминиевых отливок включает электрохимическое окисление металлов или сплавов. Металлическая или сплавная деталь служит анодом, а электролиз используется для образования оксидной пленки на поверхности. Эта оксидная пленка изменяет состояние и свойства поверхности, такие как окрашивание поверхности, повышение коррозионной стойкости, износостойкости и твёрдости, а также защита поверхности металла. Анодирование — распространённый процесс для алюминиевых отливок, но важно понимать, что литьё алюминиевых сплавов — сложный процесс. Профили и чистый алюминий относительно легко изготавливаются в зависимости от состава сплава.
Прецизионные алюминиевые отливки непрерывно отливаются поштучно в соответствии с толщиной. Благодаря последним достижениям в технологии литья, расплавленный металл непрерывно подается, что исключает дефекты, вызванные зазорами и швами. Тепло равномерно рассеивается с обеих сторон листа, обеспечивая стабильный тепловой градиент. Прецизионное литье алюминия благодаря своей зернистой структуре и способности снимать напряжения после литья позволяет осуществлять высокоскоростную резку с минимальной деформацией. При правильной обработке допуски могут быть соблюдены в пределах 0,1 мм. Допуски формы листа: толщина 6,35–15,875 мм, с максимальным допуском 0,381 мм; толщина 19,05–152,4 мм, с максимальным допуском 0,127 мм. Форма листа остается неизменной даже при температурах до 420 °C. Каждый лист проходит лазерный контроль толщины и плоскостности. Прецизионное литье широко применяется в автомобильной, авиационной, медицинской технике, полиграфическом машиностроении и прецизионной промышленности, оно разработано для удовлетворения высоких требований к точности, предъявляемых современной промышленностью.
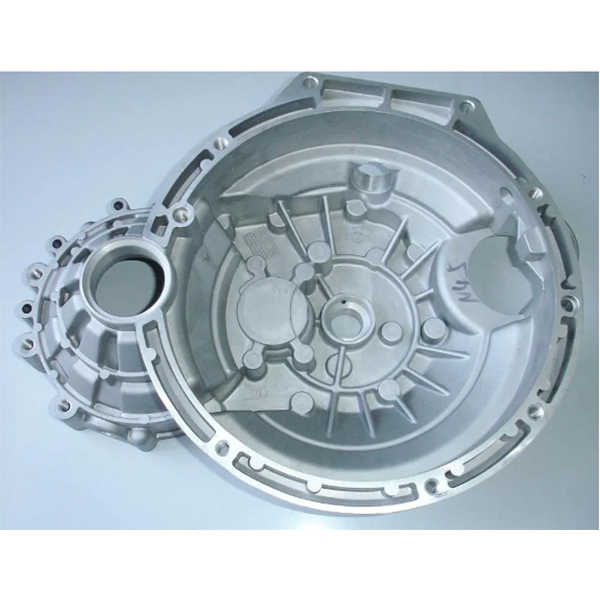
Алюминиевые литые детали – это детали, получаемые литьем под давлением с помощью литейной машины, оснащенной литейной формой. Жидкий алюминий или алюминиевый сплав заливается в загрузочное отверстие машины, где он затем отливается в форме в желаемую форму и размер. Такие детали обычно называют алюминиевыми литьевыми изделиями. В разных контекстах алюминиевые литьевые изделия называются по-разному, например, алюминиевые литые детали, литой алюминий, литые алюминиевые детали, литые алюминиевые детали, литые алюминиевые детали, алюминиевые литьевые изделия и литые детали из алюминиевых сплавов. Алюминиевые литьевые изделия широко используются в различных отраслях промышленности, включая производство двигателей внутреннего сгорания, автомобилестроение, мотоциклостроение, производство электродвигателей, трансмиссионных механизмов, производство масляных насосов, ландшафтное строительство, энергетическое строительство, точное приборостроение и архитектурный декор.
Метод пропитки определяется характером и распределением дефектов литья, условиями эксплуатации, конструктивными размерами и типом пропиточного материала. Методы пропитки подразделяются на два основных типа: локальная пропитка и общая пропитка. Методы локальной пропитки включают нанесение кистью, инжектирование, погружение и локальную пропитку под давлением, которые подходят для отливок с известными местами протечек. Этот метод прост в обработке, удобен в эксплуатации и имеет низкий расход пропиточного вещества, и в основном используется для крупных отливок или отливок из одной детали. Общие методы пропитки включают пропитку под обычным давлением, пропитку под давлением, вакуумную пропитку и пропитку под вакуумным давлением, которые в основном используются для отливок малого и среднего размера, производимых в больших количествах. Дефекты литья в алюминиевых отливках могут быть сквозными, поверхностными или скрытыми, которые влияют на прочность отливок. Их можно обнаружить только с помощью неразрушающих методов контроля и они не подлежат ремонту. Обработка пропиткой эффективна только для первых двух типов дефектов.