Каковы процессы производства и преимущества литья под давлением изделий из алюминиевых сплавов?
2025-10-23

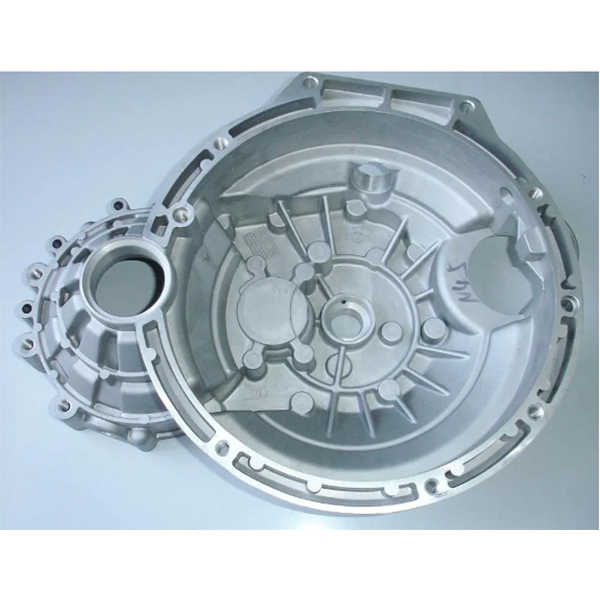
Процесс производства литья под давлением изделий из алюминиевых сплавов включает в себя такие ключевые этапы, как проектирование пресс-формы, подготовка материала, плавка и выдержка, литье под давлением, охлаждение и извлечение из формы, последующая обработка, контроль и упаковка. Этот процесс обладает значительными преимуществами, включая высокую эффективность производства, высокоточное литье, отличные механические свойства, высокую степень использования материала, высокое качество поверхности, пригодность для производства сложных деталей, а также экологическую безопасность и энергосбережение. Он широко применяется в автомобильной, электронной и авиационной промышленности.
Производственный процесс
1. Проектирование и изготовление пресс-форм: Пресс-формы проектируются в соответствии с требованиями к детали, уделяя особое внимание равномерной толщине стенок и расположению литников. Для производства используются штамповые стали для горячей штамповки, такие как H13.
2. Подготовка материала: Слитки алюминиевых сплавов, таких как ADC12 и A380, выбираются с учетом соответствия их состава стандартам.
3. Плавка и выдержка: Алюминиевый сплав плавят при температуре 660–720 °C, очищают добавлением рафинирующих добавок и выдерживают для последующего использования. 4. Литье под давлением: Расплавленный алюминий впрыскивается в предварительно нагретую до 180–250 °C форму со скоростью впрыска 3–6 м/с, мгновенно заполняя полость. 5. Охлаждение и извлечение из формы: Контролируйте время и температуру охлаждения для обеспечения плавного извлечения из формы после затвердевания.
6. Постобработка: Включает удаление заусенцев, обработку на станках с ЧПУ, пескоструйную/дробеструйную обработку, анодирование/гальванопокрытие и другие виды обработки поверхности.
7. Контроль и упаковка: Проверка точности размеров, внешнего вида и внутренних дефектов, а также упаковка и складирование готовой продукции.
Преимущества процесса
1. Высокая эффективность производства: Автоматизированное производство и короткие циклы литья делают его пригодным для крупносерийного производства.
2. Высокоточное литье: Точность размеров достигает уровня CT4–CT6, шероховатость поверхности составляет Ra0,8–3,2 мкм, что сокращает припуски на резку.
3. Отличные механические свойства: отливки обладают высокой прочностью и вязкостью, предел прочности на разрыв составляет 290–330 МПа, что соответствует требованиям сложных условий эксплуатации.
4. Высокая степень использования материала: коэффициент использования металла превышает 80%, что минимизирует отходы и снижает производственные затраты.
5. Высокое качество поверхности: гладкая поверхность отливок позволяет производить прямую обработку, улучшая внешний вид изделия. 6. Подходит для изготовления сложных деталей: позволяет формировать тонкие стенки и сложные внутренние структуры, обеспечивая интеграцию деталей и снижение веса.
7. Экологичность и энергосбережение: используется переработанный алюминий, что соответствует тенденциям экологичного производства и снижает энергопотребление.