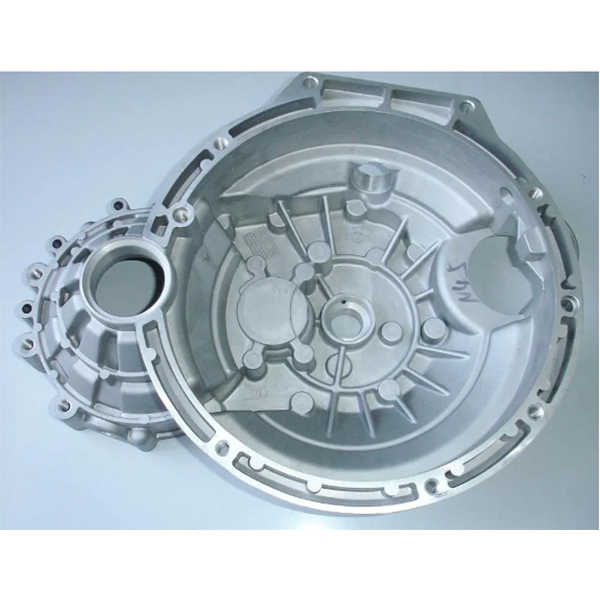
Ключевые элементы процесса литья под давлением алюминиевых сплавов в основном включают следующие аспекты:
2025-07-15
1. Давление
Давление является одним из ключевых факторов в процессе литья алюминиевых сплавов под давлением, включая давление впрыска и давление наддува. Давление впрыска проталкивает расплавленный металл через литник, чтобы заполнить полость и сформировать основные очертания отливки. Давление наддува применяется после заполнения полости расплавленным металлом, что делает внешний вид отливки более четким, а внутреннюю структуру металла – более плотной, тем самым повышая качество отливки. Выбор давления наддува следует определять с учетом таких факторов, как условия откачки из полости, соотношение толщины литника к толщине стенки отливки.
2. Скорость
Скорость впрыска играет важную роль в обеспечении качества внутренней поверхности и требований к качеству отливки. При выборе высокой скорости впрыска следует учитывать такие факторы, как характеристики литейного сплава, требования к качеству отливки и конструкция формы. Слишком высокая скорость впрыска может привести к ухудшению условий заполнения и появлению дефектов, таких как поры и усадочные раковины; в то время как слишком низкая скорость впрыска может привести к недоливу отливки или нечетким контурам. Следовательно, подходящая скорость впрыска должна выбираться в зависимости от конкретной ситуации.
3. Температура
Температура включает в себя температуру заливки и температуру формы, которая играет важную роль в тепловом состоянии процесса заливки и эффективности процесса. Температура заливки должна определяться с учетом таких факторов, как свойства сплава, структура отливки и толщина стенки. Температура формы влияет на скорость охлаждения и время затвердевания расплавленного металла, что, в свою очередь, влияет на структуру и эксплуатационные характеристики отливки. Поэтому для получения отливок отличного качества необходимо строго контролировать температуру заливки и температуру формы.
4. Состав сплава и процесс плавки
Состав алюминиевого сплава оказывает существенное влияние на механические свойства, текучесть и характеристики затвердевания отливок под давлением. Поэтому при выборе алюминиевого сплава необходимо учитывать влияние его состава на процесс литья под давлением. В то же время процесс плавки должен быть стандартизирован для обеспечения чистоты и однородности расплавленного сплава. 5. Конструкция пресс-формы
Конструкция пресс-формы является ключевым звеном в процессе литья под давлением алюминиевых сплавов. Рациональная конструкция пресс-формы должна полностью учитывать структурные характеристики отливки, равномерность толщины стенок, конусность пресс-формы и наличие ребер жесткости для снижения дефектов и повышения качества отливок. Кроме того, выбор материала пресс-формы также имеет решающее значение, поскольку он должен обладать высокой термостойкостью, износостойкостью и устойчивостью к деформациям.
Подводя итог, можно сказать, что ключевыми элементами процесса литья под давлением алюминиевых сплавов являются давление, скорость, температура, состав сплава и процесс плавки, а также конструкция пресс-формы. Эти факторы ограничивают и дополняют друг друга. Только правильный выбор и регулировка этих факторов позволяют обеспечить бесперебойность процесса литья под давлением и получение высококачественных отливок.