Какие типичные проблемы возникают при изготовлении литьевых изделий из алюминиевых сплавов под заказ?
2025-10-15
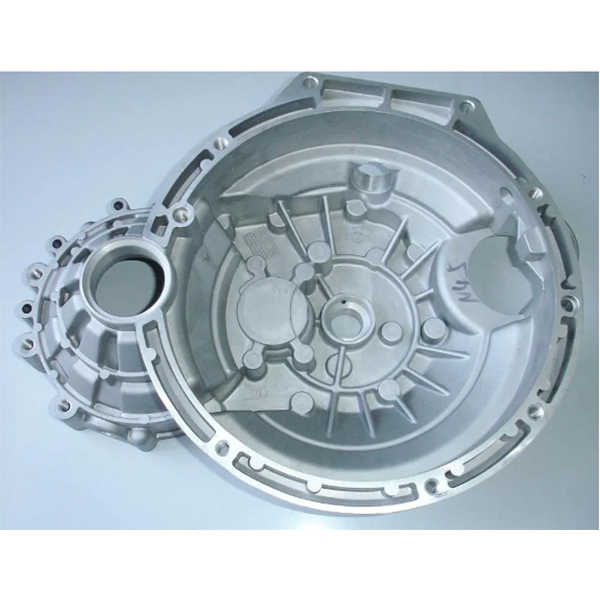
В процессе литья под давлением алюминиевых сплавов существует множество распространённых проблем, связанных, главным образом, с дефектами поверхности, контролем параметров процесса, конструкцией пресс-формы, выбором материала и последующей обработкой. Эти проблемы не только влияют на качество продукции, но и могут привести к увеличению производственных затрат и задержкам поставок. Ниже представлен подробный анализ каждой распространённой проблемы:

1. Проблемы с поверхностными дефектами
1.Следы текучести и узоры
Эксплуатационные характеристики: На поверхности отливки видны полосы, соответствующие направлению потока жидкого металла, или ненаправленные линии, не соответствующие цвету отливки
первопричина:
Слишком низкая температура пресс-формы (<180℃)
Плохая конструкция направляющей или неправильное расположение внутренней заслонки
Температура материала слишком низкая или скорость наполнения слишком высокая
Слишком высокая концентрация распыляющего средства или плохая вытяжка
Решение: Отрегулируйте площадь поперечного сечения или положение внутреннего желоба, увеличьте температуру формы, улучшите вытяжную систему и контролируйте количество распыляемого средства.
2.Сетчатые мохнатые крылья (рисунок трещин)
Эксплуатационные характеристики: на поверхности появляются сетчатые волоскообразные выпуклости или углубления, которые увеличиваются по мере увеличения времени литья под давлением.
первопричина:
Трещины на поверхности полости формы для литья под давлением
Предварительный нагрев формы происходит неравномерно, а местная разница температур велика.
Срок службы пресс-формы близок к предельному (обычно около 80 000 раз).
Решение: Регулярно отжигайте форму, полируйте формующую поверхность и обеспечьте равномерный предварительный нагрев формы.
1.Феномен холодной изоляции
Эксплуатационные характеристики: Поверхность имеет явные неровные линейные линии просадки, форма небольшая, узкая и длинная, а иногда и гладкие края
первопричина:
Два потока металла не сливаются полностью, и сила сцепления невелика
Низкая температура заливки или температура формы
Неправильное расположение направляющей или длинная траектория потока
Скорость наполнения слишком низкая
Решение: Увеличьте температуру заливки, оптимизируйте конструкцию внутреннего желоба и улучшите условия выпуска отработавших газов.
2.Поры и усадка
Эксплуатационные характеристики: Внутри отливок образуются регулярные пузырьки воздуха или углубления неправильной формы
первопричина:
Газ не выходит полностью, или металл сжимается неравномерно
Неправильный выбор положения заслонки и плохая вытяжка
Температура формы слишком высока или слишком низка
Содержание газа в жидком сплаве слишком велико
Решение: Оптимизируйте конструкцию пресс-формы, увеличьте скорость заливки жидкого металла и рационально настройте выхлопную систему.
2. Проблемы с контролем технологических параметров
1.Неправильный контроль температуры
Проблемные характеристики: Температура плавления алюминиевого сплава обычно составляет 660-730 ℃, а температура формы - 200-400 ℃.
Часто задаваемые вопросы:
Слишком высокая температура заливки приводит к окислению расплава сплава
Неравномерная температура формы приводит к холодной изоляции или термическим трещинам
Решение: Внедрите интеллектуальную систему контроля температуры, чтобы обеспечить стабильность температуры в оптимальном диапазоне.
2.Давление и скорость не совпадают
Проблема с производительностью:
Давление впрыска слишком низкое, что приводит к неполному заполнению
Слишком высокая скорость впрыска приводит к разбрызгиванию металла и неравномерному охлаждению
Решение: Отрегулируйте параметры давления и скорости в соответствии с характеристиками отливки, общее давление составляет от 100 до 1000 МПа.
1.Неправильный контроль времени охлаждения
2.Проблема с производительностью: Слишком длительное время охлаждения приводит к снижению эффективности производства, а слишком короткое - к деформации.
3.Решение: Определите время охлаждения в зависимости от толщины стенки отливки, обычно это занимает около 3 секунд на миллиметр толщины стенки.
3. Вопросы проектирования пресс-форм и материалов
1.Недостаточный уклон вытяжки
Проявляется основная проблема: на поверхности отливки остаются следы вытягивания или царапины, которые могут вызвать серьезные трудности при выплавке из формы.
Основная причина неисправности: слишком малый или перевернутый угол наклона основания и стенки.
Индивидуальное решение: наклон внешней формы для волочения составляет 1 градус, а наклон внутренней формы для волочения - 2-3 градуса, чтобы обеспечить разумную конструкцию формы.
2.Конструктивный дефект системы заливки
Проявления проблем с металлом: плохой отток металлической жидкости, образование холодных перегородок или пор.
первопричина:
o Неправильный выбор положения затвора
o Конструкция направляющей в поперечном сечении нецелесообразна
Наилучшее решение: выберите такое расположение затвора, которое способствует устранению скопления газа в полости, чтобы обеспечить распыление