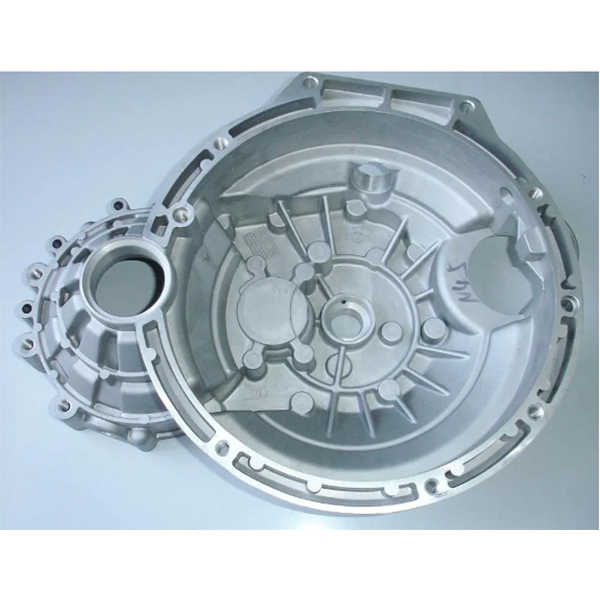
Каковы процесс производства и преимущества литья под давлением изделий из алюминиевых сплавов?
2025-11-11

Процесс производства литья под давлением алюминиевых сплавов
1. Подготовка сырья
Плавка алюминиевого сплава: Слитки алюминиевого сплава (например, ADC12, A380 и другие распространённые марки) и необходимые легирующие элементы (например, кремний, медь, магний и т. д.) загружаются в плавильную печь в определённом соотношении и плавятся при температуре 700–750 °C. В процессе плавки добавляются рафинирующие агенты для удаления примесей и газов, что повышает чистоту расплавленного алюминиевого сплава.
Обработка расплавленного алюминиевого сплава: Расплавленный алюминиевый сплав дегазируют и удаляют шлак, обычно с использованием роторной струйной очистки или очистки в инертном газе, чтобы обеспечить содержание водорода в расплавленном алюминиевом сплаве ниже 0,2 мл/100 г, что позволяет избежать таких дефектов, как пористость в отливках.
2. Литье под давлением
Предварительный нагрев формы: Форма для литья под давлением устанавливается на литейную машину и предварительно нагревается с помощью нагревательного устройства (например, электрического нагревательного элемента или нагревателя горячим маслом). Температура предварительного нагрева обычно составляет 200–300 °C для предотвращения растрескивания формы из-за резкого охлаждения и повышения текучести расплавленного металла.
Настройка параметров литья под давлением: В зависимости от формы, размера и толщины стенки отливки задайте скорость впрыска (обычно 0,5–5 м/с), давление впрыска (обычно 50–150 МПа) и время выдержки (1–5 с) литейной машины.
Заливка и формование: Обработанный расплавленный алюминиевый сплав с высокой скоростью впрыскивается в полость формы через систему впрыска литейной машины, где он быстро затвердевает под давлением. После формования литейная машина открывает форму, и отливка выталкивается механизмом выталкивания.
3. Последующая обработка
Удаление литников и прибылей: удаление литников, прибылей и облоя с отливки вручную или механическим способом (например, штамповочными прессами или пилами) для придания ей аккуратной и правильной формы.
Обработка поверхности: выполнение обработки поверхности в соответствии с требованиями к изделию. К распространенным методам обработки относятся:
Дробеструйная/пескоструйная обработка: удаление оксидной окалины и заусенцев с поверхности отливки для повышения ее шероховатости.
Кислотное травление/химическое оксидирование: удаление поверхностного масла и загрязнений с образованием оксидной пленки для повышения коррозионной стойкости.
Распыление/электрофорез: нанесение покрытий или электрофоретическая обработка поверхности отливок улучшает их внешний вид и повышает защитные свойства.
Термообработка: для отливок, требующих высоких механических свойств, может быть выполнена термическая обработка, например, обработка T6 (термообработка на твердый раствор + искусственное старение) для повышения прочности и твердости отливок.
Контроль: Для обеспечения соответствия качества продукции установленным требованиям к отливкам проводятся контроль размеров, механических свойств и неразрушающий контроль (например, рентгеновский контроль, ультразвуковой контроль и т. д.).
Преимущества литья под давлением из алюминиевых сплавов
1. Высокая эффективность производства: Процесс литья под давлением высокоавтоматизирован, что обеспечивает крупносерийное и непрерывное производство. Время изготовления одной формы короткое (обычно от нескольких десятков секунд до нескольких минут), что подходит для крупносерийного производства.
Длительный срок службы формы: Одна форма позволяет производить сотни тысяч и даже миллионы отливок, что снижает себестоимость единицы продукции.
2. Высокая точность продукции: Высокая точность размеров формы для литья под давлением: допуски на размеры отливок достигают ±0,1 мм, а низкая шероховатость поверхности (Ra1,6–6,3 мкм) сокращает необходимость последующей механической обработки. 3. **Высокий коэффициент использования материала:** Литье под давлением позволяет производить однократную формовку сложных форм, таких как тонкостенные и нестандартные детали, сокращая количество этапов сборки и повышая целостность и надежность изделия.
4. **Облегченная конструкция:** В процессе литья под давлением расплавленный металл заполняет полость формы под давлением, что обеспечивает минимальные потери материала и выход годного более 95%, что значительно выше, чем у других методов литья (например, литья в песчаные формы).
5. **Превосходные механические свойства:** Отливки из алюминиевых сплавов обладают высокой прочностью и твердостью, которые могут быть дополнительно повышены путем термической обработки, достигая предела прочности на разрыв более 300 МПа и предела текучести более 200 МПа.
6. **Хорошая коррозионная стойкость и теплопроводность:** Подходит для использования во влажных и высокотемпературных условиях.
7. **Значительные преимущества в стоимости:** Высокая эффективность производства и высокий коэффициент использования материала снижают себестоимость единицы продукции.
Требуется дальнейшая обработка, снижающая затраты на оборудование и рабочую силу.